松夏减震器 安全又耐用
全国咨询热线
全国咨询热线

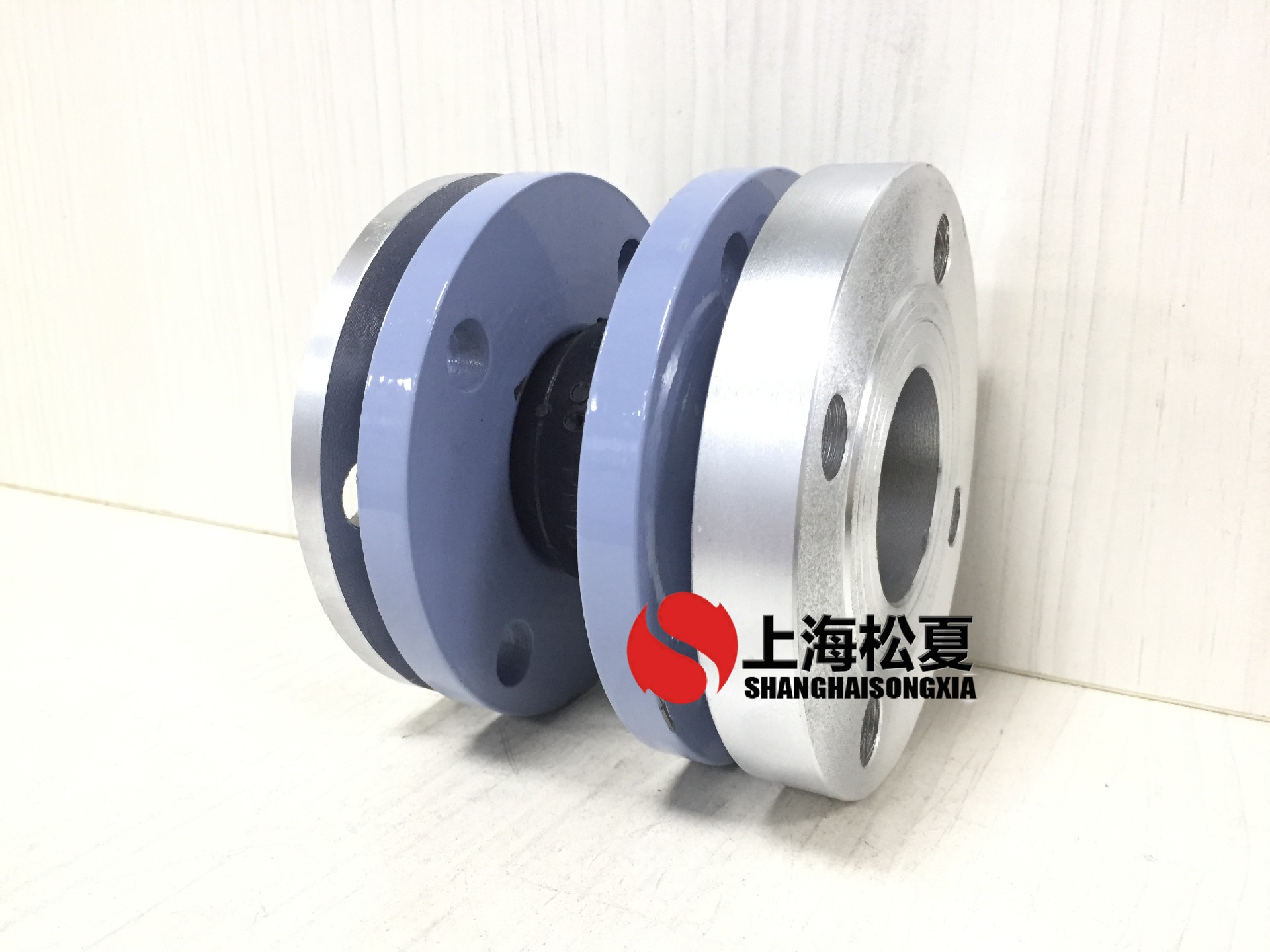
双法兰伸缩接头是一种新型的管道补偿接头,该产品在管道内使用中可保障管路的安全运行。那么双法兰限位伸缩接头是怎样加工制作的?
伸缩接头在焊接时,焊接是一个局部的快速加温和冷却过程,焊接区因为受到四周工件本体的束缚而无法自由膨胀和收缩,冷后在焊件中便产生焊接应力和变形。商品焊接后都要清除焊接应力,纠正焊接变形。待端管冷后,将密封环装到两边管路中间。先把胶圈旋转,将要里突面翻出外边,随后戴到其中任一端管上,调整至合适位置。然后将胶圈边缘拉上,扣盖在另一端管上,调节密封环在两端管上的位置,应以密封环处于2个端管中间。
为方便胶圈的顺利安装能够尝试将胶圈边翻起来并涂抹甘油润化。然后把卡箍分瓣扣在端管上,用螺栓将机壳进行固定。螺栓的拧紧运用对角法同时逐渐交替进行,紧固螺丝的同时,运用锤敲打机壳,这样可以使密封环包覆匀称,可防止连接处外卡对密封圈的挤压变形状况。
焊接完成后该去除或修复密封面的毛边、磕伤、刮痕和污垢,随后喷涂防锈漆料。如今伸缩接头焊接方式分成手焊和自动焊接两种。手焊又主要分为纤维焊丝下向焊和低氢焊条下向焊。手工电弧焊往上焊技术特征为管口组对空隙较大,焊接过程中选用息弧操作法完成,每层焊层薄厚较大,焊接效率低。
手工电弧焊方式灵活简单、适应性强,其下向焊与上向焊两种方式的有机结合及纤维焊丝优良的根焊适应性在很多场合下仍是自动焊方式所不能代替的。自动焊是伸缩接头焊接发展的趋势,管道自动焊技术因为焊接效率高,劳动强度小,焊接操作受人为因素影响小等优势,在大口径、厚壁管道生产中运用潜力很大。




Copyright © 2024 上海松夏 All Rights Reserved.沪ICP备09066468号-20 XML地图
 扫一扫咨询微信客服
扫一扫咨询微信客服